Содержание статьи

Диаметр шланга определяет совместимость с фитингами, штуцерами и насосами. Внутренний диаметр влияет на пропускную способность и давление потока, а внешний диаметр – на посадку в хомутах и быстросъёмах. Ошибка даже в 1–2 мм приводит к течам, пережатию стенки или невозможности подключения.
Измерения выполняют в миллиметрах, но на практике часто встречается дюймовая маркировка: 1/2″ ≈ 12,7 мм, 3/4″ ≈ 19,0 мм, 1″ ≈ 25,4 мм. Производители могут указывать либо внутренний, либо внешний размер, поэтому важно уметь определять оба значения и понимать, какое из них требуется для конкретного узла.
Для точного результата учитывают материал шланга. Резина и ПВХ легко деформируются, поэтому измерение проводят без сжатия, перпендикулярно оси, с повтором в нескольких местах. Допуск по диаметру у бытовых шлангов обычно составляет ±0,5 мм, у армированных – ±0,3 мм. Эти значения нужно закладывать при подборе фитингов.
Если штангенциркуль недоступен, используют альтернативные методы: измерение окружности ниткой с последующим расчётом диаметра (D = L / π) или подбор по контрольному штуцеру известного размера. Для внутреннего диаметра допустимо измерять толщину стенки и внешний размер с вычитанием 2×толщины, но только при ровной геометрии.
Перед покупкой фиксируйте оба значения: ID × OD (например, 12 × 18 мм). Такая запись исключает путаницу и ускоряет подбор хомутов, переходников и соединителей, особенно при замене шланга без образца.
Вот детальный и прикладной план статьи из 7 узких заголовков без подзаголовков:
-
Зачем точно измерять внутренний и внешний диаметр шланга
Разбор практических ситуаций: подбор штуцера по внутреннему диаметру, выбор хомута по внешнему, влияние ошибки в 1 мм на герметичность и ресурс соединения.
-
Какие инструменты подходят для измерения диаметра шланга
Сравнение штангенциркуля, линейки, рулетки и гибкого метра; допустимая погрешность каждого инструмента; когда измерения без штангенциркуля оправданы.
-
Как измерить внутренний диаметр шланга штангенциркулем
Пошаговый алгоритм: установка губок, контроль отсутствия сжатия, повторные замеры в 2–3 точках, фиксация среднего значения в миллиметрах.
-
Как измерить внешний диаметр шланга штангенциркулем
Методика измерения с учётом овальности, проверка по перпендикулярным осям, рекомендации для мягких и армированных шлангов.
-
Как измерить диаметр шланга без штангенциркуля
Измерение окружности ниткой с расчётом по формуле D = L / π, определение внутреннего диаметра через толщину стенки, ограничения точности метода.
-
Типичные ошибки при измерении диаметра шланга
Сжатие стенок, измерение по деформированному краю, путаница между дюймовой и метрической системой, игнорирование производственных допусков.
-
Как правильно указать диаметр шланга при покупке или замене
Формат записи ID × OD, примеры распространённых размеров (12×18 мм, 19×27 мм), проверка совместимости с фитингами и хомутами.
Зачем точно измерять внутренний и внешний диаметр шланга
Внутренний диаметр (ID) напрямую определяет пропускную способность. При уменьшении ID с 16 мм до 12 мм площадь сечения снижается почти на 44%, что приводит к падению расхода и росту гидравлических потерь. Для насосов и систем полива это означает снижение давления на выходе и неравномерную подачу.
Внешний диаметр (OD) критичен для надёжной фиксации. Хомут подбирается именно по OD, а не по номиналу шланга. Ошибка в 1–2 мм вызывает либо недожим с протечками, либо пережатие стенки с ускоренным износом и разрывами в зоне соединения.
Фитинги и штуцеры ориентированы на конкретный ID. Шланг с фактическим внутренним диаметром 12,5 мм не обеспечит плотную посадку на штуцере 12 мм без герметика, а попытка натянуть его на 13 мм приводит к микротрещинам и снижению ресурса.
Материал шланга усиливает значение точных измерений. Мягкий ПВХ допускает временную деформацию, но армированные и резиновые шланги имеют жёсткую геометрию и ограниченный допуск:
-
бытовые неармированные – допуск до ±0,5 мм;
-
армированные и напорные – не более ±0,3 мм.
Точное определение ID и OD исключает путаницу между метрической и дюймовой маркировкой. Например, шланг 1/2″ имеет внутренний диаметр около 12,7 мм, а внешний может отличаться на 4–8 мм в зависимости от толщины стенки, что критично при подборе соединений.
При замене без образца корректное измерение позволяет зафиксировать размер в формате ID × OD и подобрать совместимые хомуты, фитинги и переходники без доработок и утечек.
Какие инструменты подходят для измерения диаметра шланга
Штангенциркуль – основной инструмент для измерения внутреннего и внешнего диаметра. Механические и цифровые модели обеспечивают точность до 0,1 мм. Для внутреннего диаметра используют внутренние губки, для внешнего – наружные, исключая сжатие мягких стенок.
Металлическая линейка подходит для ориентировочных замеров внешнего диаметра. Реальная погрешность достигает ±1 мм, поэтому метод применим только при подборе крупноразмерных шлангов или при отсутствии точного инструмента.
Рулетка используется для измерения окружности шланга с последующим расчётом диаметра по формуле D = L / π. Точность зависит от плотности обхвата и обычно не превышает ±0,5–0,8 мм, что допустимо для бытовых задач.
Гибкий портновский метр или шнур удобен для шлангов большого диаметра и жёсткой формы. После измерения длины окружности значение переводят в диаметр, учитывая, что растяжение материала даёт дополнительную погрешность.
Набор контрольных штуцеров или калибров применяют для быстрой проверки внутреннего диаметра. Метод даёт наглядный результат, но не позволяет зафиксировать точное числовое значение без дополнительного измерения.
Толщиномер используют совместно со штангенциркулем для расчёта внутреннего диаметра по формуле ID = OD − 2×толщина стенки. Метод оправдан только при равномерной геометрии шланга.
Для ответственных соединений рекомендуется использовать штангенциркуль и выполнять измерения минимум в двух точках с фиксацией среднего значения в миллиметрах.
Как измерить внутренний диаметр шланга штангенциркулем
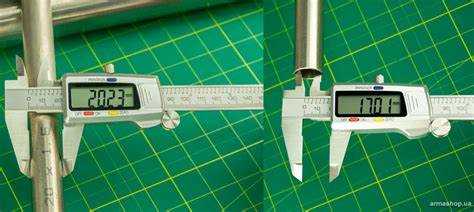
Для точного измерения внутреннего диаметра используют внутренние губки штангенциркуля. Измерение выполняют на прямом участке шланга, отступив не менее 20–30 мм от края, где возможна деформация после резки.
Губки вводят внутрь шланга и разводят до касания внутренних стенок без усилия. Давление приводит к растяжению материала и завышению показаний, особенно у ПВХ-шлангов. После фиксации считывают значение с точностью до 0,1 мм.
Из-за овальности сечения измерение проводят минимум в двух взаимно перпендикулярных направлениях. Итоговый внутренний диаметр принимают как среднее арифметическое двух значений.
Рекомендуемая последовательность измерений:
| Шаг | Действие | Контрольный момент |
|---|---|---|
| 1 | Выбрать прямой участок шланга | Отсутствие заломов и утолщений |
| 2 | Вставить внутренние губки | Губки расположены перпендикулярно оси |
| 3 | Развести губки до касания стенок | Без сжатия и растяжения материала |
| 4 | Зафиксировать и снять показания | Точность до 0,1 мм |
| 5 | Повторить измерение под углом 90° | Определение овальности |
Для армированных и жёстких шлангов допустимое расхождение между измерениями не должно превышать 0,3 мм, для мягких – 0,5 мм. При большем отклонении выбирают меньшее значение для гарантированной посадки на штуцер.
Полученный результат фиксируют в миллиметрах и используют как основной параметр при подборе фитингов и соединений.
Как измерить внешний диаметр шланга штангенциркулем
Внешний диаметр измеряют наружными губками штангенциркуля. Замер выполняют на ровном участке шланга, удалённом от торца минимум на 20 мм, чтобы исключить влияние расплющивания и овальной деформации после резки.
Губки устанавливают перпендикулярно оси шланга и сводят до плотного касания поверхности без усилия. Сжатие мягкого материала приводит к занижению значения, поэтому давление контролируют по моменту касания, а не по фиксации инструмента.
Для получения корректного результата измерение проводят в двух или трёх направлениях, поворачивая штангенциркуль вокруг оси шланга. Если значения различаются, фиксируют среднее арифметическое, а при разнице более 0,5 мм учитывают наибольший диаметр.
При работе с армированными шлангами обращают внимание на выступы корда под внешней оболочкой. Губки должны опираться на крайние точки поверхности, иначе измерение даст заниженный результат и приведёт к неправильному подбору хомута.
Точность измерения стандартным штангенциркулем составляет 0,1 мм, чего достаточно для подбора крепёжных элементов. Полученное значение используют как основной параметр при выборе хомутов, быстросъёмов и защитных втулок.
Результат записывают в миллиметрах и сохраняют вместе с внутренним диаметром в формате ID × OD, что исключает ошибки при замене шланга без образца.
Как измерить диаметр шланга без штангенциркуля

Для определения внешнего диаметра используют измерение окружности. Шланг плотно оборачивают рулеткой, гибким метром или шнуром без перекоса и натяжения, фиксируют длину окружности L и рассчитывают диаметр по формуле D = L / π. При аккуратном замере погрешность составляет ±0,5–0,8 мм.
Если измерение выполняют шнуром, его длину переносят на металлическую линейку. Метод применим для шлангов диаметром от 15 мм и выше, где влияние неровностей поверхности на результат минимально.
Внутренний диаметр определяют через внешний размер и толщину стенки. Сначала измеряют OD описанным способом, затем замеряют толщину стенки линейкой или глубиномером и рассчитывают значение по формуле ID = OD − 2×толщина. Метод допустим только при равномерной толщине оболочки.
Для быстрой оценки внутреннего диаметра используют контрольный штуцер известного размера. Штуцер должен входить с лёгким сопротивлением без зазоров. Метод не даёт числового значения, но позволяет выбрать совместимый размер при замене шланга.
При использовании альтернативных методов рекомендуется выполнять минимум два замера в разных точках и принимать среднее значение. Для напорных и армированных шлангов закладывают дополнительный допуск 0,3–0,5 мм при подборе фитингов и хомутов.
Полученные значения фиксируют в миллиметрах и при возможности сверяют с маркировкой производителя, чтобы исключить путаницу между метрическими и дюймовыми размерами.
Типичные ошибки при измерении диаметра шланга
Измерение у самого края шланга приводит к искажению результата. После резки торец часто имеет овальную форму, из-за чего отклонение по диаметру достигает 1–2 мм. Корректные замеры выполняют на расстоянии не менее 20–30 мм от края.
Сжатие или растяжение стенок при использовании штангенциркуля особенно критично для ПВХ и резины. Избыточное усилие занижает внешний диаметр и завышает внутренний, что приводит к неправильному подбору хомутов и штуцеров.
Замер только в одном направлении не учитывает овальность сечения. Реальные отклонения между осями могут составлять 0,3–0,6 мм. Измерение проводят минимум в двух перпендикулярных плоскостях с фиксацией среднего значения.
Путаница между внутренним и внешним диаметром часто возникает при ориентировании на маркировку. Производители могут указывать только ID или номинальный дюймовый размер, тогда как для подбора хомута требуется OD.
Игнорирование толщины стенки при расчётах без штангенциркуля приводит к ошибке. Неравномерная оболочка даёт расхождение до 0,5 мм, что критично для жёстких и армированных шлангов.
Неправильный перевод дюймов в миллиметры и округление значений искажают итоговый размер. Например, 1/2″ соответствует 12,7 мм, а не 12 мм, и это влияет на плотность посадки соединений.
Отсутствие учёта допусков материала приводит к ошибкам при замене. Для бытовых шлангов допустимо отклонение до ±0,5 мм, для напорных – не более ±0,3 мм, что необходимо учитывать при выборе фитингов.
Как правильно указать диаметр шланга при покупке или замене
При заказе или замене шланга указывают оба ключевых параметра: внутренний и внешний диаметр в формате ID × OD. Такая запись исключает двусмысленность и позволяет сразу подобрать совместимые штуцеры, фитинги и хомуты.
Размер всегда фиксируют в миллиметрах, даже если исходная маркировка дюймовая. Например, обозначение 1/2″ корректно записывать как 12,7 × 18 мм, где второе значение соответствует фактическому внешнему диаметру конкретного шланга, а не номиналу.
Если известен только внутренний диаметр, дополнительно указывают предполагаемую толщину стенки. Без этого параметра невозможно корректно подобрать хомут, так как внешний диаметр у шлангов с одинаковым ID может отличаться на 4–8 мм.
Для напорных и армированных шлангов обязательно уточняют допустимый диапазон зажима хомута. Хомут должен перекрывать фактический OD с запасом 2–4 мм, иначе соединение теряет герметичность или повреждает оболочку.
При замене без образца рекомендуется передать продавцу точные измерения с указанием допуска. Формулировка вида 12,0 × 18,5 мм ±0,3 мм позволяет подобрать ближайший стандартный размер без подгонки.
Если шланг используется в системе с резьбовыми соединениями, дополнительно указывают тип сопрягаемого штуцера и его размер. Это исключает несовпадение между измеренным диаметром и посадочным размером фитинга.
Вопрос-ответ:
Как понять, какой диаметр измерять — внутренний или внешний?
Выбор зависит от типа соединения. Внутренний диаметр используют при подборе штуцеров и переходников, которые входят внутрь шланга. Внешний диаметр нужен для выбора хомутов, быстросъёмов и защитных втулок. Для исключения ошибок фиксируют оба значения и записывают их в формате ID × OD.
Можно ли точно измерить диаметр шланга без штангенциркуля?
Да, для внешнего диаметра применяют измерение окружности рулеткой или шнуром с расчётом по формуле D = L / π. При аккуратном обхвате погрешность обычно укладывается в 0,5–0,8 мм. Внутренний диаметр определяют через внешний размер и толщину стенки, если она равномерная по всей окружности.
Почему один и тот же шланг даёт разные значения при замерах?
Причина связана с овальностью и деформацией. Мягкие материалы меняют форму после хранения в бухте или при сжатии инструментом. Замеры выполняют в двух перпендикулярных направлениях на прямом участке, затем используют среднее значение или больший размер для подбора крепежа.
Как корректно указать размер шланга продавцу при замене без образца?
Передают числовые значения внутреннего и внешнего диаметра в миллиметрах с допустимым отклонением, например: 12,0 × 18,5 мм ±0,3 мм. Если соединение работает под давлением, добавляют тип штуцера и диапазон зажима хомута, чтобы исключить несоответствие по посадке.