Процесс создания фигурок на 3D принтере начинается с выбора модели. Для первых проектов рекомендуется использовать STL-файлы с разрешением не ниже 0,1 мм и минимальным количеством поддержек. Выбор качественной модели напрямую влияет на точность и детализацию печати.
Перед печатью важно правильно настроить слайсер. Оптимальная скорость печати для фигурок высотой до 10 см составляет 40–60 мм/с, а слой 0,1–0,15 мм обеспечивает гладкую поверхность без заметных границ. Контроль температуры экструдера и стола позволяет избежать деформации пластика и проблем с адгезией.
Материал для печати стоит выбирать исходя из назначения фигурки. PLA подходит для детализированных декоративных объектов, ABS выдерживает механические нагрузки, а PETG обеспечивает прозрачные и прочные детали. Правильный выбор материала сокращает необходимость доработки после печати.
Финальная отделка фигурки включает удаление поддержек, шлифовку поверхности и покраску. Использование наждачной бумаги от 400 до 2000 grit и грунтовки позволяет получить ровную поверхность, а акриловые краски создают яркие и устойчивые оттенки. Пошаговое выполнение этих действий гарантирует профессиональный вид готовой модели.
Выбор подходящей модели для печати
При выборе модели для 3D печати учитывайте сложность деталей и назначение фигурки. Для первых экспериментов подойдут модели с минимальными выступающими элементами и ограниченным количеством мелких деталей.
Рекомендации по выбору файлов:
- Формат: STL или OBJ, совместимые с большинством слайсеров.
- Разрешение: не ниже 0,1 мм для сохранения деталей на небольших фигурках.
- Толщина стенок: минимум 1–1,5 мм, чтобы детали не ломались при печати и обработке.
- Объем модели: для PLA оптимально до 10 см в высоту; крупные объекты потребуют дополнительной поддержки и больше времени печати.
Проверка моделей перед печатью:
- Используйте программу для анализа ошибок сетки (например, Meshmixer) для выявления дыр или пересечений.
- Оцените баланс и устойчивость фигурки; перевернутые элементы потребуют поддержек.
- Сократите количество выступающих деталей, которые могут привести к срыву слоев при печати.
Для новичков рекомендуется выбирать модели с встроенными подставками или низкой центровкой тяжести, чтобы уменьшить риск падений и деформаций во время печати.
Настройка параметров слайсера для фигурок

Правильная настройка слайсера определяет точность, качество поверхности и прочность фигурки. Основные параметры требуют индивидуальной корректировки под размер и материал модели.
Рекомендуемые параметры для фигурок до 10 см:
- Высота слоя: 0,1–0,15 мм для плавной поверхности и сохранения мелких деталей.
- Заполнение (infill): 15–25% для декоративных фигурок, 30–50% для моделей, которые будут использоваться как подставки или функциональные элементы.
- Скорость печати: 40–60 мм/с для экструдера, 20–30 мм/с для первых слоев.
- Температура экструдера: PLA 200–210°C, ABS 230–240°C, PETG 240–250°C.
- Температура стола: PLA 50–60°C, ABS 90–100°C, PETG 70–80°C.
- Поддержки: включать только для выступающих элементов под углом более 45°.
Дополнительные настройки:
- Выравнивание первого слоя: уменьшите скорость до 20 мм/с и увеличьте поток на 5–10% для лучшей адгезии.
- Используйте ретракт для предотвращения подтеков: 3–5 мм для Bowden, 1–2 мм для Direct Drive.
- Контурная оболочка: 2–3 слоя для укрепления стенок и сохранения формы деталей.
Правильная комбинация этих параметров позволяет сократить деформации, улучшить детализацию и уменьшить необходимость последующей обработки фигурки.
Подготовка 3D принтера и выбор материала
Перед печатью фигурки необходимо проверить механическое состояние принтера. Осмотрите направляющие осей, убедитесь в отсутствии люфта, смазке и корректной натяжке ремней. Калибровка стола должна обеспечивать равномерный зазор между соплом и поверхностью в пределах 0,1 мм.
Выбор материала зависит от назначения фигурки:
- PLA: подходит для декоративных моделей, легко печатается при 200–210°C, не требует нагретого стола, минимальная усадка.
- ABS: устойчив к нагрузкам и температуре, печать при 230–240°C, стол 90–100°C, требуется закрытый корпус.
- PETG: прочный и слегка гибкий, температура 240–250°C, стол 70–80°C, низкая усадка, подходит для прозрачных деталей.
- TPU: гибкий материал для мелких деталей с упругостью, температура 220–230°C, требуется низкая скорость печати 20–30 мм/с.
Перед загрузкой материала проверьте чистоту сопла и трубки подачи, чтобы избежать засоров. Настройка охлаждения вентилятора в пределах 50–70% для PLA и PETG предотвращает деформацию и улучшает слои. Для ABS вентиляторы лучше минимизировать во избежание растрескивания.
Правильная подготовка принтера и выбор подходящего материала сокращает количество брака и обеспечивает стабильное качество фигурки с первого запуска.
Проверка и исправление ошибок в 3D модели
Перед печатью фигурки необходимо убедиться, что модель не содержит проблем, которые приведут к дефектам. Основные ошибки включают дырки в сетке, пересечения полигонов, перевернутые нормали и нестыковки частей модели.
Этапы проверки:
- Импорт модели в программу для анализа сетки, например, Meshmixer, Netfabb или PrusaSlicer.
- Автоматическое обнаружение дыр и пробелов, которые могут вызвать падение слоев.
- Проверка нормалей: все должны быть направлены наружу для корректной интерпретации слайсером.
- Обнаружение пересечений частей модели, чтобы избежать проблем с внутренними слоями.
Методы исправления:
- Автоматическое исправление в программах типа Netfabb с функцией «Repair».
- Ручная корректировка в Meshmixer: объединение частей, заполнение дыр и выравнивание поверхности.
- Сохранение исправленной модели в STL с проверкой размера и ориентации перед загрузкой в слайсер.
Регулярная проверка и исправление ошибок повышает точность печати, снижает риск сбоев и минимизирует количество брака на этапе создания фигурки.
Процесс печати: контроль первых слоев
Качество первых слоев определяет адгезию и стабильность всей фигурки. Проверка зазора между соплом и столом должна быть выполнена с точностью до 0,1 мм. Слишком высокий зазор приведет к отслоению, слишком низкий – к забиванию сопла.
Рекомендуемые настройки первых слоев:
- Скорость печати: 15–25 мм/с для точного укладывания материала.
- Температура экструдера: увеличьте на 5–10°C относительно основной печати для лучшей адгезии.
- Толщина слоя: 0,15–0,2 мм для формирования плотной основы.
- Режим подачи материала: поток 105–110% для компенсации усадки и неровностей поверхности.
Контроль процесса: наблюдайте за формированием линий, они должны быть ровными, без зазоров и подъемов. Используйте клей-карандаш или стик для улучшения сцепления PLA с гладким столом, а для ABS применяйте Kapton ленту или лак для волос.
Своевременная корректировка параметров первых слоев сокращает риск отслоений, деформаций и обеспечивает ровную поверхность фигурки для последующей печати всех деталей.
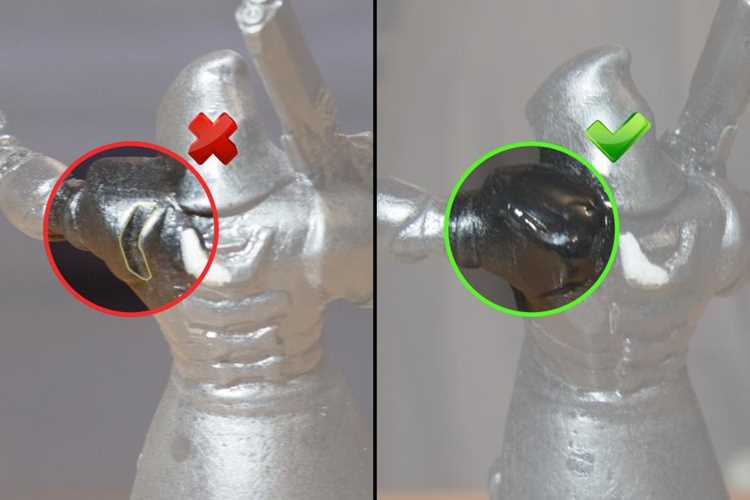
Удаление поддержек и очистка фигурки
После завершения печати необходимо удалить все поддерживающие структуры. Используйте специальные плоскогубцы или ножи с острым концом, чтобы аккуратно отделять материал без повреждения основной модели.
Рекомендации по удалению поддержек:
- Начинайте с крупных элементов, постепенно переходя к мелким деталям.
- Для PLA и PETG можно слегка нагреть модель до 40–50°C, чтобы материал стал мягче и легче снимался.
- ABS поддержка часто прилипает сильнее, используйте изопропиловый спирт для ослабления соединений.
- В местах с мелкими выступами применяйте иглу или тонкий нож для аккуратного снятия остатков.
Очистка фигурки после удаления поддержек:
- Удалите оставшиеся нитки и заусенцы с помощью шлифовальной бумаги 400–800 grit.
- Промойте модель теплой водой, если использовался растворимый PVA, или протрите мягкой щеткой при PLA и ABS.
- При необходимости используйте шлифовку мелкой наждачной бумагой для выравнивания поверхности перед покраской.
Тщательное удаление поддержек и очистка позволяют сохранить детали фигурки без повреждений и подготовить поверхность к дальнейшей обработке или окраске.
Шлифовка и сглаживание поверхности деталей

После удаления поддержек поверхность фигурки часто имеет мелкие заусенцы и следы слоев. Для выравнивания используют последовательную шлифовку и сглаживание, подбирая абразив в зависимости от материала.
Рекомендуемая последовательность шлифовки:
| Материал | Этап | Абразив/Инструмент | Описание |
|---|---|---|---|
| PLA | Грубая обработка | Наждачная бумага 400–600 grit | Удаление крупных заусенцев и следов поддержек |
| PLA | Средняя обработка | Наждачная бумага 800–1200 grit | Выравнивание слоев и сглаживание поверхности |
| PLA | Финишная обработка | Наждачная бумага 1500–2000 grit | Подготовка к покраске или лакировке |
| ABS | Грубая обработка | Наждачная бумага 320–600 grit | Удаление следов поддержек и слоев |
| ABS | Сглаживание | Ацетон или ацетоновый пар | Создает ровную блестящую поверхность, заполняя микротрещины |
| PETG | Обработка | Наждачная бумага 400–1000 grit | Сглаживание слоев без деформации гибкого материала |
Советы: Работайте постепенно, контролируя форму деталей. Для мелких элементов используйте мягкие шлифовальные губки или иглы. После шлифовки можно нанести грунтовку для улучшения сцепления с краской и получения ровной поверхности.
Покраска и финальная отделка фигурки

После шлифовки и сглаживания поверхность фигурки готова к покраске. Наносите грунтовку тонким слоем для улучшения адгезии краски и выявления мелких дефектов, которые можно зашлифовать перед основным окрашиванием.
Рекомендации по покраске:
- Используйте акриловые краски для PLA и PETG; для ABS допускаются аэрозольные краски на основе растворителей.
- Тонкие слои: наносите краску в 2–3 прохода, дожидаясь полного высыхания между слоями.
- Мелкие детали прорабатывайте кистями с жесткой щетиной или тонкими синтетическими кистями для точности.
- Для эффекта глубины можно использовать сухую кисть или нанесение теней и градиентов, соблюдая направление слоев.
Финальная отделка включает защитное покрытие:
- Нанесение прозрачного лака матового или глянцевого типа для защиты краски и предотвращения выцветания.
- При необходимости добавление текстурного лака для имитации металла, кожи или других эффектов.
- Сушка в течение 12–24 часов при комнатной температуре для полного затвердевания лака.
Тщательная покраска и защитное покрытие повышают долговечность фигурки, сохраняют детали и придают законченный вид, готовый к демонстрации или использованию.
Вопрос-ответ:
Какие факторы влияют на выбор модели для печати фигурки?
При выборе модели учитывают размер, сложность деталей и назначение фигурки. Модели для новичков лучше выбирать с минимальными выступающими элементами и толщиной стенок не меньше 1–1,5 мм. Для фигурок до 10 см оптимально использовать STL-файлы с разрешением 0,1–0,15 мм. Модели с низкой центровкой тяжести и встроенными подставками повышают устойчивость при печати.
Как правильно настроить слайсер для маленьких фигурок?
Для фигурок до 10 см высота слоя 0,1–0,15 мм позволяет сохранить детали, скорость печати экструдера 40–60 мм/с, первых слоев 20–25 мм/с. Заполнение 15–25% подходит для декоративных объектов, 30–50% для функциональных частей. Температура экструдера: PLA 200–210°C, ABS 230–240°C, PETG 240–250°C. Поддержки включают только для элементов под углом более 45°.
Какие материалы лучше использовать для печати фигурок и почему?
PLA удобен для декоративных моделей, легко печатается и имеет низкую усадку. ABS выдерживает высокие температуры и механические нагрузки, требует закрытого корпуса и стола 90–100°C. PETG прочный и слегка гибкий, подходит для прозрачных деталей. TPU используют для гибких элементов, печать медленная — 20–30 мм/с. Правильный выбор материала снижает риск деформаций и облегчает последующую обработку.
Как контролировать первые слои при печати?
Первый слой задает стабильность всей фигурки. Зазор между соплом и столом должен быть около 0,1 мм. Скорость первых слоев 15–25 мм/с, толщина 0,15–0,2 мм, поток 105–110%. Линии должны быть ровными, без пропусков или пузырей. Для PLA можно использовать клей-карандаш, для ABS Kapton ленту или лак. Своевременная корректировка этих параметров снижает риск отслоений и деформаций.
Какие методы применяются для обработки и покраски фигурок после печати?
После удаления поддержек используют шлифовку слоев: PLA — наждачная бумага 400–2000 grit, ABS — 320–600 grit и обработка ацетоновым паром, PETG — 400–1000 grit. Наносится грунтовка тонким слоем, затем краска в 2–3 слоя с сушкой между ними. Мелкие детали прорабатывают кистями. Финишная отделка включает прозрачный лак для защиты краски и ровной поверхности.
Как правильно подготовить 3D модель перед печатью, чтобы избежать ошибок?
Перед печатью важно проверить модель на наличие дыр, пересечений полигонов и перевернутых нормалей. Для этого используют программы типа Meshmixer или Netfabb с функцией автоматической проверки и исправления сетки. Дополнительно стоит оценить устойчивость модели и при необходимости уменьшить выступающие элементы, которые могут вызвать срыв слоев. После исправлений модель сохраняют в формате STL с проверкой размеров и ориентации.
Какие методы используют для защиты и долговечности окрашенной фигурки?
После покраски наносят прозрачный лак, матовый или глянцевый, чтобы защитить краску и придать поверхности ровный вид. Для фигурок с текстурой можно использовать специальные лаки, имитирующие металл, кожу или другие эффекты. Лак оставляют на 12–24 часа для полного высыхания при комнатной температуре. Такой подход сохраняет яркость красок, предотвращает царапины и делает фигурку готовой к демонстрации или использованию.